

Maßgeschneidert
VESTAMID® im Spritzguss
Ob Miniaturteil, K&K-Verbund oder hochgefüllte Armatur - bestimmte VESTAMID® Formmassen sind speziell für die Spritzgießverarbeitung ausgelegt. Sie lassen sich auf handelsüblichen Spritzgießmaschinen zu qualitativ hochwertigen Endprodukten verarbeiten.
Design einer Dreizonenschnecke
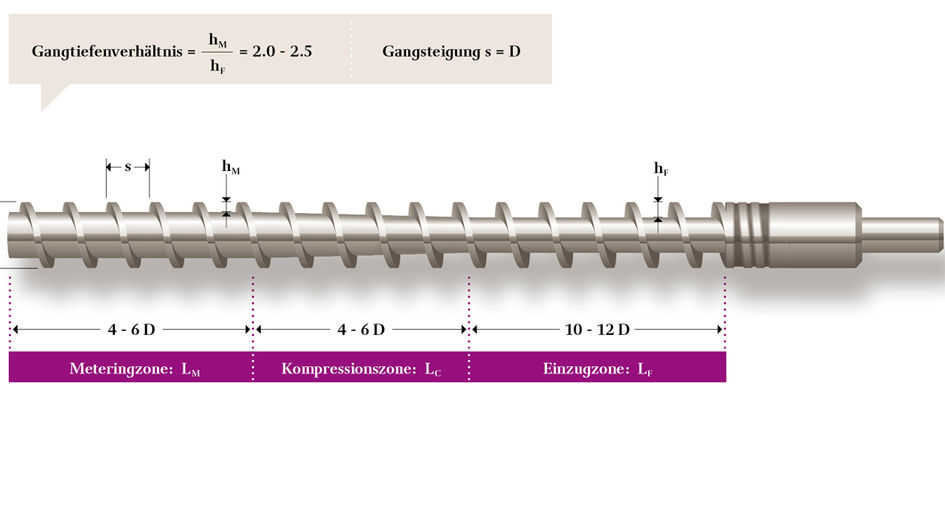
TYPISCHE WERTE FÜR VESTAMID® FORMMASSEN IM SPRITZGUSS (* für 30 mm Schnecken)
|
LF |
LC |
LM |
hF* |
hM* |
hF/hM |
|
10 D |
5 D |
5 D |
5 mm |
2 mm |
2,5 |
- Dreizonenschnecke mit einer Länge von 18 bis 22 D
- Gangtiefenverhältnis > 2
- Minimale Gangtiefe: Meteringzone 2 mm, im Einzugsbereich 4 mm
- Schnecken- und Zylinderdurchmesser sollten so gewählt werden, dass ein Einzugsbereich von 1 D bis 3 D realisiert werden kann.
- Optimale Einstellung im Bereich von 3 – 12 m/min
- Höhere Geschwindigkeiten (z.B. > 18 m/min) sind möglich, können aber zu Problemen bei der Verarbeitung führen.
- Im Allgemeinen sind offene Düsen zu bevorzugen. Bei Formmassen mit geringer Viskosität (z.B. VESTAMID® L1670, VESTAMID® L1723) werden fremdbetätigte Verschlussdüsen (z.B. Nadelverschlussdüsen) empfohlen.
- Der Bohrungsdurchmesser sollte ca. 0.5 bis 1 mm kleiner als der Anguss sein.
Abstand zwischen Rückstromsperre und Zylinder < 0,02 mm
Bei geringen Verunreinigungen (z.B. bei Produktwechsel)
- Bereitstellen von hochviskosem PP und Reinigungsgranulat PLEXIFIX in einem Mischungsverhältnis von 2:1
- Erhöhen der Temperatureinstellungen der Heizzonen um 30 bis 40 K, aber nicht über 300 °C
- Die Mischung mit erhöhtem Dosierweg und Staudruck plastifizieren und dann 3 mit hoher Geschwindigkeit ins Freie spritzen.
- Anschließend mit der neuen Formmasse solange spülen, bis in der Schmelze keine Verunreinigungen mehr zu erkennen sind.
Hartnäckige Verunreinigungen können zumeist nur durch eine mechanische Reinigung von Schnecke, Zylinder, Rückstromsperre etc. beseitigt werden. In einigen Fällen führt schon die Verwendung spezieller Reinigungsmittel wie RAPID PURGE, SUPERNOVA oder ASACLEAN zum Erfolg.
Richtgröße für den Forminnendruck bei der Verarbeitung von VESTAMID® ist 200 - 600 bar.
- Alle herkömmlichen Anguss-Anschnittsysteme sind möglich.
- Durchmesser bzw. Dicke des Nadel-, Tunnel- und Filmangusses > 0,6 mm
Empfohlen werden von außen beheizte Heißkanalsysteme mit offenen Angussdüsen, Durchmesser < 0,6 mm
Entlüftungsschlitze in der Werkzeugtrennebene 0,01 - 0,03 mm tief, 4 - 5 mm breit
Geeignete Stahlsorten sind 1.2767 (X45NiCrMo4), 1.2379 (X155CrVMo121), 1.2312 (40CrMnMo58) und 1.2343 (X38CrMo V 51).
Die Verwendung eines Forminnendruckaufnehmers zur genauen Einstellung des Umschaltpunktes ist zu empfehlen.
- Im Allgemeinen ist ein zusätzliches Entformungshilfsmittel nicht notwendig.
- Das Absenken der Werkzeugtemperatur erleichtert sehr häufig das Entformen.
- In der Praxis haben sich Ni-P-PTFE oder TiAlOx als Beschichtungsoberflächen bewährt.
- Werkzeugtemperaturen für PA 12 und PA 612: 30 – 100 °C, für PEBA: 15 – 40 °C, für PA610, PA 1010 und PA 1012: 60 – 100°C.
- Temperatureinstellungen an der Düse und den düsennahen Heizzonen auf Schmelzetemperaturniveau, bei unverstärkten Formmassen und der Verwendung von offenen Düsen können etwa 10 K tiefere Temperaturen vorteilhaft sein
- Empfohlen wird ein zum Trichter hin abnehmendes Temperaturprofil, in Stufen von 10 K
- Die Temperatur in der Einzugszone sollte zwischen 40 und 80 °C liegen.
Spezielle Temperatureinstellungen finden Sie in unserer Kunststoffdatenbank beim jeweiligen Produkt
- Bei kürzeren Produktionsunterbrechungen (bis zu einer Stunde) sollte die Plastifiziereinheit entleert, die Schnecke soweit wie möglich in eine vordere Position gefahren und die Temperaturen auf 150 °C abgesenkt werden.
- Bei längeren Produktionsunterbrechungen sollte zunächst mit PP oder PMMA gespült werden, anschließend die Plastifiziereinheit entleert und die Schnecke soweit wie möglich in eine vordere Position gefahren werden. Zylinderbeheizung ausschalten und das im Trichter verbliebene Material unter Ausschluss von Feuchtigkeit aufbewahren.
Zwei-Komponenten-Spritzguss

Überall dort, wo Gummiteile dauerhaft befestigt oder fixiert werden müssen, haben sich Verbundteile aus einer Hartkomponente und einem Elastomer bewährt. Traditionell besteht die Hartkomponente von Verbundteilen aus Metall. Um Gewicht zu reduzieren – vor allem in Fahrzeugen -, werden nach Möglichkeit mehr und mehr Metallkomponenten durch geeignete Kunststoffteile ersetzt. Mit dem patentierten Kunststoff-Kautschuk-Verbundprozess lassen sich mit eigens dafür entwickelten Formmassen im Zwei-Komponenten-Spritzguss ohne besondere Vorbehandlung und ohne Haftvermittler feste und dauerhafte Verbindungen zu geeigneten Kautschukmischungen herstellen.